
The artistic designs on U.S. Mint coins and medals aren’t etched into each coin – they’re pressed. To press a design onto coins and medals, the Mint needs a stamp called a die. To make a die, the Mint uses another stamp called a hub.

Once the Secretary of the Treasury approves a design, U.S. Mint medallic artists turn the line drawing into a sculpted piece of art using clay, plaster, or digital software. A machine engraves the design onto a steel hub, which shows the positive image the way the artist created it. The Mint transfers the image between several generations of hubs and dies in order to create the working dies that actually strike the coins. Dies are like a photo negative, displaying the design in reverse. When the dies stamp the coins or medals, the positive image transfers onto the blank.
Watch the video below for an overview of the die making process.
Step One: Die Blanks
To prepare pieces of steel to become dies, a machine cuts steel rods into three-inch sections. Another machine forms one end into a cone, which is then polished to produce a smooth and shiny surface. The cone-shaped object is called a die blank.
The Mint uses steel for dies because it is strong enough to withstand being forced against other metals in the coin press.
Step Two: Master Hub & Die
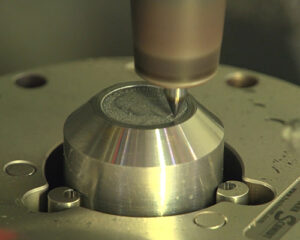
The first generation of a die is called the master hub. A computer numerically controlled (CNC) milling machine engraves the design onto the master hub. The Mint makes a master hub for each facility that will make the coin or medal since it’s at this stage that the machine adds the mint mark.
The master hub is used to make master dies, the second generation in the process. To make a master die, a hubbing press pushes the master hub into the cone-shaped end of a die blank to transfer the image. The press pushes the hub and die together at up to 265 tons of force, depending on the denomination.
The Philadelphia Mint makes the master hubs and dies for all the coins and medals the U.S. Mint produces. The exception to this is three-inch coins and medals, which don’t have master hubs. Instead, the Philadelphia Mint uses the CNC machine to cut the design directly into the die.
Step Three: Working Dies
The master dies make working hubs. Working hubs then make the working dies that actually strike the coins. This multi-generational process is important to preserve the integrity of the master hubs and dies. As the working dies wear out during coin production, the Mint uses the working hubs to make more working dies. The working dies and hubs get more use and wear out, while the lightly used master hubs and dies stay preserved.
A machine shapes the base and body of the working dies. The dies are different sizes and shapes depending on the type of coin or medal it will strike. Even though the working dies may be different, they can be used in the same coin presses by changing out the tooling that holds the die in place in the press.
The Philadelphia Mint produces hubs and dies for every stage of the process. The Denver Mint receives master dies from Philadelphia to produce its own working hubs and dies. Both Denver and Philadelphia also make working dies for the San Francisco and West Point Mint facilities.
Step Four: Final Dies

The working dies are heat treated to prepare them for the stresses of coin production. First, a furnace heats the dies to temperatures up to 1,800 degrees Fahrenheit. They’re quenched in liquid to lower the temperature. This treatment hardens the steel, but also makes it brittle and prone to cracking.
The dies are then placed in an oven to temper the metal. The dies go in the tempering oven twice, at temperatures up to 450 degrees. Tempering reduces the brittleness of the steel so that the die can strike hundreds of thousands of coins without breaking. The average life of a die varies based on the type of coin it strikes. The Mint uses penny dies to strike an average of one million pennies, but a dime die strikes only about 275,000 dimes.
After the dies are tempered, they receive the final adjustments to be ready to use. The Mint assigns serial numbers to all the dies to track their use and lifespan. A laser engraves the serial numbers onto the dies. A machine also grinds them down to their final shape. An employee cleans and examines them under a microscope and buffs out small scratches and other imperfections.
Circulating, uncirculated, and bullion coin dies are now ready to use in coin presses. Proof and other special finish coin dies receive further treatment.
Step Five: Proof Dies

The Philadelphia, San Francisco, and West Point Mint facilities make coins that require additional die preparation such as polishing and frosting to certain areas of the design. Proof coins have a mirror-like background with frosted design elements. The Mint also makes reverse proof coins, which have a frosted background with a mirror-like design. Other enhanced finishes require selective polishing and frosting to certain areas of the design to bring out more details. This polishing and frosting is applied to the dies of these coins.
The Mint facilities use a combination of automated and hand finishing to prepare the dies, but may use slightly different procedures. At the San Francisco Mint, they start by applying tape to the areas that don’t need polishing, and the unprotected areas are covered with abrasive diamond paste. The die goes into a machine that gives it an initial polish. An employee then further polishes the die under a microscope using rotary tools and diamond paste. To apply the frosted texture, a laser cuts tiny dents into certain areas of the design.
Once the die has been polished and frosted where appropriate, it goes to a clean room to receive a thin plating of chrome. The die is placed in a vacuum chamber for a process called physical vapor deposition (PVD). Chrome, in vapor form, coats the surface of the die. The chrome protects the design during striking.
After the PVD process, an employee buffs out any imperfections and gives the die a final inspection. It’s finally ready to use for striking coins.